本文主要就卧式加工中心编程实例端盖讲解,端盖是一种常见的加工工件,加工工序包括铣平面、镗孔、钻孔、扩孔、攻螺纹等多种工序。
1.确定工艺方案及工艺路线
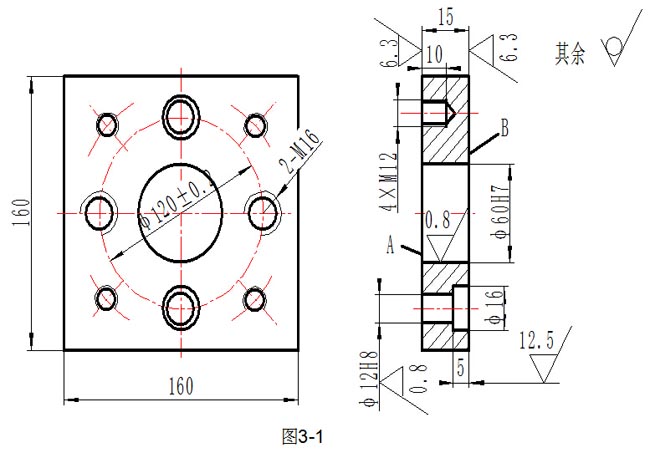
(1)分析图纸,确定安装基准。端盖工件加工尺寸如图3-1所示,假定在卧式加工中心上只加工B面及各孔,定位基准面A和4×M12螺纹孔已加工。加工时用弯板夹具装夹端盖,选择A面为装夹定位面,利用4×M12螺纹孔作为夹紧螺孔,用M12螺钉将工件夹于弯板上。
(2)确定加工方法和加工路线。
加工时按先面后孔,先粗后精的原则。B面用端铣刀铣削加工,安排粗铣和精铣各一次。φ60H7孔采用三次镗削加工,分粗镗、半精镗、和精镗三道工序进行。 φ12H8孔按钻、扩、铰方式加工。Φ16孔在φ12孔基础上再增加锪孔工序。螺纹孔采用钻孔后攻螺纹的方法加工。螺纹孔和阶梯孔在钻孔前都安排打中心孔工序,螺纹倒角用钻头倒角。工艺参数见表3-4。
铣削平面时选用大于工件边长1/2的铣刀盘(Φ100mm的端面铣刀),尽量缩短走刀路线。
(3)选择切削用量。可根据有关手册查出所需的切削用量,见表3-4.
表3-4 端盖工艺规程
|
工序 |
工序内容 |
刀具号 |
刀具规格 |
S(r/min) |
F(mm/min) |
|
1 |
粗铣B平面留余量0.5 |
T01 |
Φ100mm端铣刀 |
300 |
70 |
|
2 |
精铣B平面至尺寸 |
T13 |
Φ100mm端铣刀 |
350 |
50 |
|
3 |
粗镗φ60H7孔至φ58 |
T02 |
镗刀 |
400 |
60 |
|
4 |
半精镗φ60H7至φ59.95 |
T03 |
镗刀 |
450 |
50 |
|
5 |
精镗φ60H7至尺寸 |
T04 |
精镗刀 |
500 |
40 |
|
6 |
钻2×φ12H8及2×M16中心孔 |
T05 |
Φ3中心钻 |
1000 |
50 |
|
7 |
钻2×φ12H8至φ10 |
T06 |
Φ10钻头 |
600 |
60 |
|
8 |
扩2×φ12H8至φ11.85 |
T07 |
Φ11.85扩孔钻 |
300 |
40 |
|
9 |
锪2×φ16至尺寸 |
T08 |
Φ16阶梯铣刀 |
150 |
30 |
|
10 |
铰2×φ12H8至尺寸 |
T09 |
Φ12H8铰刀 |
100 |
100 |
|
11 |
钻2×M16底孔至φ14 |
T10 |
Φ14钻头 |
450 |
60 |
|
12 |
倒2×M16底孔端角 |
T11 |
Φ18钻头 |
300 |
60 |
|
13 |
攻2×M16螺纹孔 |
T12 |
M16机用丝锥 |
100 |
200 |
2.确定工件坐标系
(1)选择φ60H7孔为X、Y坐标系原点,距离B面30mm处为工件坐标系Z0(初始)平面,距离B面5mm处为R点平面,如图3-2所示。
(2)计算刀具轨迹的坐标参考图3-1。
(3)按工艺路线和坐标尺寸编制加工程序。
3.加工程序
G54
G28 Y50. M06 T01
G90 G00 X0 Y0
X-135. Y45.
S300 M03
G43 Z-29.5 H01
G01 X75. F70(粗铣平面加工)
Y-45.
X-135.
G00 G49 Z0 M05
G28Y50 M06 T13(换精铣刀)
G00 X0 Y0
X-135. Y45.
G43 Z-30. H13 S350 M03
G01 X75. F50(精铣平面加工)
Y-45.
X-135.
G00 G49 Z0 M05
G28 Y50. M06 T02(换粗镗刀)
G00 X0 Y0
G43 Z0 H02 S400 M03
G98 G81 Z-52. R-25.F60(粗镗φ60H7孔)
G00 G49 Z0 M05
G28 Y50. M06 T03(换半精镗刀)
G43 Z0 H03 S450 M03
G98 G81 Z-52.R-25.F50(半精镗φ60H7孔)
G00 G49 Z0 M05
G28 Y50. M06 T04 (换精镗刀)
G43 Z0 H04 S500 M03
G98 G76 Z-52. R-25.Q0.2 P200 F40(精镗φ60H7孔)
G00 G49 Z0 M05
G28 Y50. M06 T05(换中心钻)
X0 Y60.
G43 Z0 H05 S1000 M03
G99 G91 Z-35. R-25. F50
X60. Y0
X0 Y-60.
X0. Y-60
G00 G49 Z0 M05
G28 Y50. M06 T06(换φ10钻头)
X0. Y60
G43 Z0 H06 S600 M03
G99 G81 Z-50. R-25. F60
Y-60.
G00 G49 Z0 M05
G28 Y50. M06 T07(换φ11.85扩孔钻)
X0. Y-60
G43 Z0 H07 S300 M03
G99 G81 Z-50. R-25 F40
Y60.
G00 G49 Z0 M05
G28 Y50. M06 T08(换阶梯孔铣刀)
X0. Y-60
G43 Z0 H08 S150 M03
G99 G82 Z-35. R-25. P2000 F60
Y60.
G00 G49 Z0 M05
G28 Y50. M06 T09(换铰刀)
X0. Y-60
G43 Z0 H09 S100 M03
G99 G86 Z-70. R-25. F100
Y60.
G00 G49 Z0 M05
G28 Y50. M06 T10(换φ14钻头)
X60 Y0.
G43 Z0 H10 S450 M03
G99 G81 Z-50. R-25. F60
G00 G49 Z0 M05
G28 Y50. M06 T11(换倒角钻头)
X60 Y0.
G43 Z0 H11 S300 M03
G99 G82 Z-35. R-25. P1000 F60
X-60.
G00 G49 Z0 M05
G28 Y50. M06 T12(换丝锥)
X60 Y0.
G43 Z0 H12 S100 M03
G99 G84 Z-60. R-25. F200
X-60.
G00 G49 Z0 M05
X0 Y0
M30